
超声检测(Ultrasonic Testing),业内人士简称UT,是工业无损检测(Nondestructive Testing)中应用最广泛、使用频率最高且发展较快的一种无损检测技术,可以用于产品制造中质量控制、原材料检验、改进工艺等多个方面,同时也是设备维护中不可或缺的手段之一。
超声检测主要的应用是检测工件内部宏观缺陷和材料厚度测量。
按照不同特征,可将超声检测分为多种不同的方法:
(1)按原理分类:超声波脉冲反射法、衍射时差法(Time ofFlight Diffraction,简称TOFD)等。
(2)按显示方式分类:A型显示、超声成像显示(B、C、D、P扫描成像、双控阵成像等)。
超声检测原理
超声检测,本质上是利用超声波与物质的相互作用:反射、折射和衍射。
(1)什么是超声波?
我们把能引起听觉的机械波称为声波,频率在20-20000Hz之间,而频率高于20000Hz的机械波称为超声波,人类是听不到超声波的。对于钢等金属材料的检测,我们常用频率为0.5~10MHz的超声波。(1MHz=10的六次方Hz)
(2)如何发出和接收超声波?
超声检测用探头的核心元件是压电晶片,其具有压电效应:在交变拉压应力的作用下,晶体可以产生交变电场。
当高频电脉冲激励压电晶片时,发生逆压电效应,将电能转换成声能(机械能),探头以脉冲的方式间歇发射超声波,即脉冲波。当探头接受超声波时,发生正压电效应,将声能转换成电能。
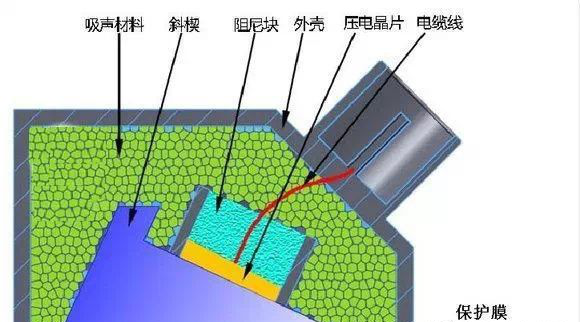
超声检测所用的常规探头,一般由压电晶片、阻尼块、接头、电缆线、保护膜和外壳组成,一般分为直探头和斜探头两个类别,后者的话通常还有一个使晶片与入射面成一定角度的斜锲块。

A型显示的超声波脉冲反射法工作原理:
声源产生的脉冲波进入到工件中,超声波在工件中以一定方向和速度向前传播。当遇到两侧声阻抗有差异的界面时(声阻抗存在差异往往是因为材料中某种不连续性造成,如裂纹、气孔、夹渣等)部分声波被反射,检测设备接受和显示:分析声波幅度和位置等信息,评估缺陷是否存在或存在缺陷的大小位置等。
A型显示的超声波脉冲反射法的特点
1、适用范围
适用于金属、非金属和复合材料等多种制件。
a)原材料、零部件检测:钢板、钢锻件、铝及铝合金板材、钛及钛合金板材、复合板、无缝钢管等。
b)对接焊接接头检测:钢制对接接头(包括管座角焊缝、T形焊接接头,支撑架和结构件),铝及铝合金对接接头
下图为钢制对接接头:T形焊接接头。

2、A型显示的超声波脉冲反射法的优点
a)穿透能力强,可对较大厚度范围内的工件内部缺陷进行检测。如对于金属材料,可检测厚度为1~2mm的薄壁管材和板材,也可检测几米长的钢锻件。
b)缺陷定位较准确。
c)对面积型缺陷的检出率较高。
d)灵敏度高,可检测工件内部尺寸很小的缺陷。超声检测理论灵敏度约为超声波波长的一半,当检测对象为钢制件,采用2.5MHz频率的超声斜探头,其灵敏度约为0.65mm。
e)检测成本低、速度快,设备轻便,对人体及环境无害,现场使用较方便。
3、A型显示的超声波脉冲反射法的局限
a)对工件中的缺陷进行精确的定性、定量仍需作深入研究。
b)对具有复杂形状或不规则外形的工件进行超声检测有困难。
c)缺陷的位置、取向和形状对检测结果有一定影响。
d)工件材质、晶粒度等对检测有较大影响。
e)检测结果显示不直观,检测结果无直接见证记录。
本网页内容旨在传播知识,若有侵权等问题请及时与本网联系,我们将在第一时间删除处理。E-MAIL:dandanxi6@qq.com